Заводська оптова щітка для очищення отворів для труб. Щітка для чищення котлів. Щітка для полірування





вступ:
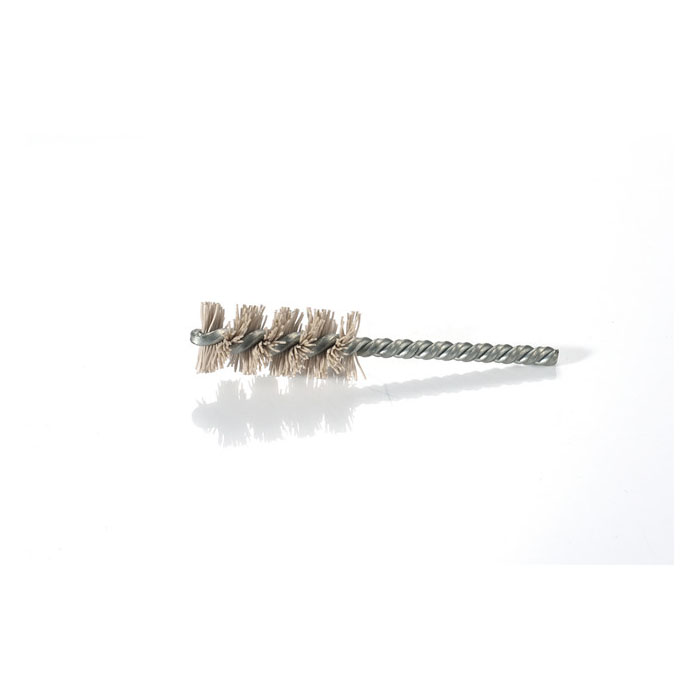
Щітки для труб мають широкий спектр застосування.Зазвичай вони використовуються для очищення гідравлічних клапанів, полірування поршнів гільз циліндрів, очищення сталевих барабанів, очищення пробірок, очищення котлів і видалення задирок металевих частин.
Він зазвичай використовується для зняття задирок з країв канавок в отворах для гідравлічного різання, зняття задирок з поперечних отворів, зняття задирок з блоків циліндрів, деталей двигуна, механічної обробки, обробки в отворі та обробки гальмівної долини.Трубна щітка може бути автоматично відцентрована та автоматично відкалібрована для точної та послідовної обробки поверхні отвору, не впливаючи на початкову точність та розмір заготовки, і є простою у використанні, безпечною, економічною та ефективною.
Зняття задирок і округлення отворів малого діаметру вже давно є головним болем для компаній, які займаються цим процесом, і це також дорога операція обробки, оскільки процес обробки вимагає багато ручної роботи.Тепер була розроблена мініатюрна канальна щітка для зняття задирок, щоб автоматизувати цей процес, покращуючи якість і консистенцію продукту, заощаджуючи час і кошти.
Вибір щетини залежить від підкладки, що обробляється, кількості задирок і кінцевих вимог до обробки.
застосування:
ЧПК
Клапани та колектори
Електричне та електронне обладнання
дисковод
медичні трубки
Спринклерна система
насадка
Аерокосмічна
пристрій впорскування палива
Особливість:
Діаметр: стандартний від 2 мм до 30 мм і більше
Висота щетини: стандартна 12 мм, 15 мм, 18 мм, 25 мм і 38 мм і більше
Сировина: кремній, зелений кремній, кераміка, оксид алюмінію, алмаз
Зернистість: стандартна 120,180,240,320,500,600,800 і 1000
Продукти ідеально підходять для обробки труб або внутрішніх отворів, наприклад для шліфування стінок отворів і обробки задирок.Товщину шовкового матеріалу та діаметр пензля можна налаштувати
Можливі нестандартні індивідуальні щітки з різним діаметром, висотою щетини, сировиною, зернистістю та комбінацією з бажаною висотою щетини.
Міркування:
1. Трубні щітки з різних матеріалів слід вибирати відповідно до ситуації деталі
2. Не натискайте занадто сильно.Надмірний тиск призведе до спотворення або перегріву тонких ліній з обох сторін, що спричинить розрив тонких ліній, швидке плавлення та скорочення терміну служби.
Параметри моделі
| No | Продукти | Діаметр ручки (мм) | Діаметр щітки (мм) | Висота дроту (мм) | Загальна довжина (мм) | Діаметр дроту (мм) | Піщинка | Матеріал пензля |
| 1 | S1.2D3.0T23L42EA600 | 1.2 | 3 | 23 | 42 | 0,35 | 600# | Оксид алюмінію |
| 2 | S1.2D3.2T20L55EA600 | 1.2 | 3.2 | 20 | 55 | 0,35 | 600# | Оксид алюмінію |
| 3 | S3*35D2.2T18L60EA600 | 3*35 | 2.2 | 18 | 60 | 0,35 | 600# | Оксид алюмінію |
| 4 | S3.8D16T30L70EA600 | 3.8 | 16 | 30 | 70 | 0,35 | 600# | Оксид алюмінію |
| 5 | S6D9.5T30EA035 | 6 | 9.5 | 30 | 65 | 0,60 | 320# | Оксид алюмінію |